法拉克系统操作面板图,法拉克电脑系统
1.数控机床法拉克系统编程写保护什么意思
2.法拉克系统的cnc怎么清零
3.法拉克系统左右运行失败是怎么回事
4.法拉克系统2031是什么系统
5.法拉克数控车床系统工件偏移页面在哪里翻的初
先和你说CRC是什么意思吧
循环冗余码校验英文名称为Cyclical Redundancy Check,简称CRC。它是利用除法及余数的原理来作错误侦测(Error
Detecting)的。实际应用时,发送装置计算出CRC值并随数据一同发送给接收装置,接收装置对收到的数据重新计算CRC并与收到的CRC相比较,若两个CRC值不同,则说明数据通讯出现错误。
根据这个现象来看是硬件问题的可能性比加大。
可能是CPU、内存条、硬盘本身故障,或者是他们接触不良,这就需要使用工具查找或者使用置换法一个个去排除了。
如果你的配件都是新的,则配件本身出问题的可能性不大,是接触不良的可能性更大一些。
我自己的电脑就因为硬盘线接触不良,时而出现个蓝屏死机,偶尔也丢个系统文件导致系统崩溃什么的,我把它再插紧一些就好了。
数控机床法拉克系统编程写保护什么意思
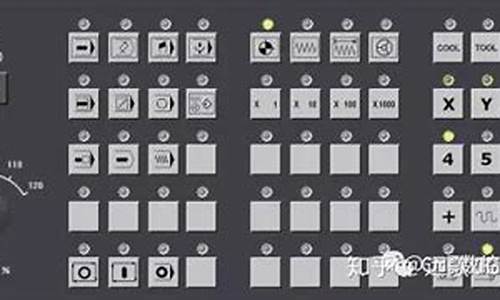
上面的按钮:
POS 当前点位的坐标显示(绝对、相对、综合)
PORG 当前程序的显示、程序检视
OFFSET/SETTING 地址栏(刀具地址、工件坐标系的建立、刀具补偿值的建立)
CUSTOM/GRATFH 加工描述键、加工模拟键
SYSTEM 参数键(机床参数、用户一般不用)
PAGE↑ 上翻页键
PAGE↓ 下翻页键
MESSGE 报警信息键
SHIFT 大小写键
ALIFR 字符替换键
CAN 删除当前字符键
INSERT 写入键(编辑状态时使用的写入键)
INPT 写入键(写入坐标值、刀具补偿值)
DELETE 删除键
HELP 帮助键
RESET 复位键
另外,X HOME就是X轴零点,以此类推Y,Z轴那些你就知道了
哦还OIL LOW,润滑报警,AIR LOW,气压报警……
很多,不明白的列出来问吧
法拉克系统的cnc怎么清零
数控系统面板上有个锁孔,用钥匙可以打开或关闭,当处于打开状态的时候,可以编辑和删除程序。你需要找到这个锁孔和钥匙。
一般可编程功能分为两类:
一类用来实现刀具轨迹控制即各进给轴的运动,如直线/圆弧插补、进给控制、坐标系原点偏置及变换、尺寸单位设定、刀具偏置及补偿等,这一类功能被称为准备功能,以字母G以及两位数字组成,也被称为G代码。
另一类功能被称为辅助功能,用来完成程序的执行控制、主轴控制、刀具控制、辅助设备控制等功能。在这些辅助功能中,Txx用于选刀,Sxxxx用于控制主轴转速。其它功能由以字母M与两位数字组成的M代码来实现。
法拉克系统左右运行失败是怎么回事
数控编程主要步骤方法:1.程序号;(法拉克OiM系统一般默认以O开头的四位数值,即O0001或其他。法拉克机床中的程序都是保留的,便于下次的再次调用。但是每一个程序号都不得重复。我们如果删除全部程序可以按O-9999,然后按delete键删除全部程序。)2.设置零点,系统初始状态;(建立机床坐标系以及工件坐标系)3.快速定位至下刀点;4.下刀;(下刀时,我们应当圆弧切入尽量避免刀具与实际轮廓的碰擦,导致工件的受伤进而影响工件的表面粗糙度。)5.建立刀具半径及长度补偿;6.走刀;(该部分为主要编程部分)7.抬刀;8.取消刀具半径及长度补偿;9.程序结束;(值得注意的是:机床在加工前,我们首先应将机床复位,即建立机床坐标系,然后才能够建立工件坐标系。在解决超行程问题时,我们首先应当释放行程,然后将超行程的坐标轴方向,向反方向空行程返回,当然,解决超行程问题的方法很多,每个人的解决方法也不尽相同。另外,在法拉克系统中,我们要知道的是始终假定工件不动,而刀具围绕工件进行的切削加工。)主要数控编程命令:我们在编程之前,有几个字母应当首先理解。即F,S等等。他们是编程的基础,这些代码控制着机床主轴正转的速度及进给量间接影响着工件温度(温度对工件的热变形影响),对机床主轴的使用寿命也起着至关重要的影响。对工件加工精度的影响尤为重要。 一般情况:铣刀转速为:45m?min钻头转速为:15m?min麻花钻转速:8m?min攻丝转速为:3m?min(以上都是经验所得,具体转速应当结合实际。)经验公式:S={V?(Π·D)}×1000F =S·齿数·齿数进给量(该公式自行查书,时间过久或许记的有误。) F=L·S (L为导程,S为转速)模态代码与非模态代码区别:我们还应该注意的是模态代码与非模态代码的区别。简单地说:模态代码是指在加工过程中,该代码对下一阶段加工仍有影响,除非有另一模态代码取代该代码。而非模态代码是指,该
法拉克系统2031是什么系统
你需要检查机床系统启动电路。
我给你简单说下,
机床总闸上电了就会给一个开关电源上电,
你打开控制柜就一定可以看到,
是24伏直流输出的。
你既然有时候可以使用,
那就不是开关电源的事儿。
那么继续,下一步是你按这个机床启动按钮。
机床数控系统的启动是不包含任何现代化的程序控制的,都是最古老的继电器自保电路。
所以,你现在应该继续找你的这个启动开关和那个机床系统上电继电器。
而你的那个机床关闭按钮可以随时切断这个继电器的自保状态。
你说有时候可以启动,
那很好。
你让一个人专门在控制箱后面看着,你不停的按这个启动键。
第一个亮起来而且持续亮的继电器就一定是系统启动继电器。
你把这个继电器和其他继电器更换下,
注意下电压,要是24V直流的线圈的。
然后你会打开机床操作面板。
你会发现机床启动开关和停止开关上都有两根线。
有的是直接接在端子排上,有的是到了PCB板上,你都不用管。
直接把启动开关上的两根线连起来,把停止开关上的两根线连起来。
然后分别用胶带包好。
这个时候你就只要开机器总闸系统就自动启动,
而且你无法关闭系统,除非关总闸。
如果系统启动了。
那就很好说了,因为排除了线缆接触不好的可能性。
你最暴力的做法就是全部更换启动停止开关和系统上电继电器。
说了这么多,不知道你看懂没。
系统上电需要有四个东西配合。
第一是开关电源要有电。
第二是启动开关可以接触上瞬间通电。
第三是停止开关可以在你不按它时持续接通导电。
第四是系统上电继电器可以形成自保电路持续把开关电源的24V电传送到控制系统。
法拉克数控车床系统工件偏移页面在哪里翻的初
楼主你说的应该是发那科系统吧!(数控加工机床的日本的公司FANUC命名的数控系统)如果是的话,给你介绍一哈。主要系列(1)高可靠性的PowerMate 0系列:用于控制2轴的小型车床,取代步进电机的伺服系统;可配画面清晰、操作方便,中文显示的CRT...
操作面板、设定页面。
1、操作面板。观察数控车床操作面板,找到有关"偏移"或"OFFSET"的按键,按下该按键,屏幕上会显示工件偏移信息。
2、设定页面。如果找到了表示"坐标系"或"坐标功能"的按键,例如"G54"、"G55"或者以这些代码为名字的页面切换按钮,按下该按键,进入到工件坐标系设定页面。在此页面,可以查看和设定工件的偏移数据。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。