加工中心怎么调用电脑中的程序_加工中心怎么运行电脑系统
1.三菱操作系统的加工中心 在启动怎么用!
2.数控车床一般操作流程
3.如何操作法兰克数控加工中心系统

需要安装PowerMILL和UG的组装电脑配置要求要怎样?
按楼主所述,应该是UG做造型拆电极,powermill编程,所以推荐按最高配置选用电脑,推荐8700k多核CPU以及配套高配主板,高频内存3000M的DDR4内存,16GB及以上,240G以上固态硬盘,显卡推荐10606GB游戏显卡即可,以上所述并非随口说说,本人自己配置;i73960X,六核十二线程,长期超频在4.2GHZ,四通道DDR3160032G内存120G固态硬盘外加1TB机械硬盘,K2000图形显卡,实际使用在UG造型时很流畅,UG10.0编程速度尚可,powermill20172018速度都一般,因此,推荐楼主按高配来买,毕竟我们使用的电脑是以工作为主,可以说是吃饭的家伙,我们店里一台加工中心,四台雕刻机每天都需要大量计算刀路上机加工,电脑必须要好要快,
solidworks编程加工参数设置?
参数设置如下
Solidworks零件中有非常多可配置的项目参数,主要分两大类。
1)参数改变——如草图/特征尺寸、草图基准面、终止条件、公差、颜色、评论、材质、质量属性、自定义属性等。
2)压缩/解除压缩——如特征、方程式、草图几何关系、外部草图几何关系、光源等
加工中心刀具回刀库指令?
G代码:M06
解释:M06指令是加工中心刀具回刀库指令,用于切换刀具时将当前刀具回收至刀库,同时在刀库中选择下一个要使用的刀具。在使用M06指令前,需要先设置好刀具长度补偿和刀具偏移量,以确保下一个刀具能够正确地装载并对工件进行加工。
加工中心的宏程序该怎么学?
宏就是用公式来加工零件的,比如说椭圆,如果没有宏的话,要逐点算出曲线上的点,然后慢慢来用直线逼近。如果是个光洁度要求很高的工件的话,那么需要计算很多的点,可是应用了宏后,把椭圆公式输入到系统中,然后给出Z坐标并且每次加10um那么宏就会自动算出X坐标并且进行切削,实际上宏在程序中主要起到的是运算作用。宏一般分为A类宏和B类宏。A类宏是以G65HxxP#xxQ#xxR#xx的格式输入的,而B类宏程序则是以直接的公式和语言输入的和C语言很相似在0i系统中应用比较广。数控系统为用户配备了强有力的类似于高级语言的宏程序功能,用户可以使用变量进行算术运算、逻辑运算和函数的混合运算,此外宏程序还提供了循环语句、分支语句和子程序调用语句,利于编制各种复杂的零件加工程序,减少乃至免除手工编程时进行繁琐的数值计算,以及精简程序量。宏程序指令适合抛物线、椭圆、双曲线等没有插补指令的曲线编程;适合图形一样,只是尺寸不同的系列零件的编程;适合工艺路径一样,只是位置参数不同的系列零件的编程。较大地简化编程;扩展应用范围。
cad2023最佳电脑配置?
1最佳配置:
、CPU快的电脑:CPU是能快则快核心越多越好
2、内存配置大的电脑
3、配置专业的显卡,适合高端CAD制图和设计对专业软件的优化和性能提升有很大的帮助
4、对于一般的CAD应用和学习一般电脑就可以满足了1、工程制图:建筑工程、装饰设计、环境艺术设计、水电工程、土木施工等等2、工业制图:精密零件、模具、设备等3、服装加工:服装制版4、电子工业:印刷电路板设计
三菱操作系统的加工中心 在启动怎么用!
是长时间断电引起的吗?
840D我没接触过,我有802D(西门子802D)的启动方法,你试试管用不。
首先机床断电(彻底的跟电源断开),再重新上电启动机床,启动时出现包含SELECT字符时,赶紧按一下SELECT键,然后松开SELECT键
等上一会就会出来选项了,选项出来后选择倒数第二项,就是Rrload sed user data(意思是:重新载入保存的用户数据)
然后按确认(INPUT)键,床子就继续启动了
数控车床一般操作流程
1、可以将参数#11031设为1,再在启动程式之前,先搜索到程序,然后编辑将光标移到M01下一行,再按程序启动,它就从当前光标处开始加工。
2、数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。
如何操作法兰克数控加工中心系统
1.书写或编程:加工前应首先编制工件的加工程序,如果工件的加工程序较长且比较复杂,最好不在机床上编程,而用编程机编程或手动编程,这样可以避免占用机时,对于短程序,也应该写在程序单上。?
2.开机:一般是先开机床,再开系统。有的设计二者是互锁,机床不通电就不能在CRT上显示信息。?
3.回参考点:对于增量控制系统的机床,必须首先执行这一步,以建立机床各坐标的移动标准。?
4.程序的编辑输入:
输入的程序若需要修改,则要进行编辑操作。此时,将方式选择开关置于EDIT位置,利用编辑键进行增加、删除、更改。?
5.机床锁住,运行程序 此步骤是对程序进行检查,若有错误,则重新编辑。
6.上工件、找正、对刀 用手动增量移动,连续移动或用手播盘移动车床。将对刀点对到程序的起始点,并对好刀具的基准。
7.启动坐标进给,进行连续加工 一般是用存储器中程序加工,这种方式比用纸带上程序加工故障率低。加工中的进给速度可用进给倍率开关调节。加工中可以按进给保持按钮FEEDHOLD,暂停进给运动,观察加工情况或进行手工测量。
再按CYCLESTART按钮,即可恢复加工,为确保程序正确无误,加工前应再复查一遍。在车削加工时,对于平面曲线工件,可用铅笔代替刀具在纸上画工件轮廓,这样比较直观,若系统具有刀具轨迹模拟功能则可用其检查程序的正确性。?
8.操作显示:利用CRT的各个画面显示工作台或刀具的位置、程序和机床的状态,以使操作工人监视加工情况。
9.程序输出:程序结束后,若程序有保存的必要,可以留在CNC的内存中,若程序太长,可以把内存中的程序输给外部设备保存。?
10.零件检测、拆除 :在工件尚处于卡盘装夹的情况下,进行工件尺寸检测。工件尺寸不合格的要求的适当进行刀具补偿,从新加工,尺寸合格时拆除工件。?
11.关机 :一般应先关机床,再关系统。
扩展资料:
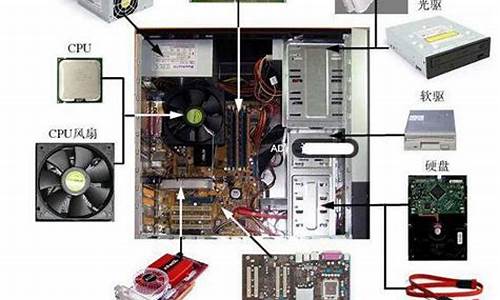
机床组成:
主机,他是数控机床的主体,包括机床身、立柱、主轴、进给机构等机械部件。他是用于完成各种切削加工的机械部件。
数控装置,是数控机床的核心,包括硬件(印刷电路板、CRT显示器、键盒、纸带阅读机等)以及相应的软件,用于输入数字化的零件程序,并完成输入信息的存储、数据的变换、插补运算以及实现各种控制功能。
驱动装置,他是数控机床执行机构的驱动部件,包括主轴驱动单元、进给单元、主轴电机及进给电机等。他在数控装置的控制下通过电气或电液伺服系统实现主轴和进给驱动。当几个进给联动时,可以完成定位、直线、平面曲线和空间曲线的加工。
装置,指数控机床的一些必要的配套部件,用以保证数控机床的运行,如冷却、排屑、润滑、照明、监测等。它包括液压和气动装置、排屑装置、交换工作台、数控转台和数控分度头,还包括刀具及监控检测装置等。
编程及其他附属设备,可用来在机外进行零件的程序编制、存储等。
自从1952年美国麻省理工学院研制出世界上第一台数控机床以来,数控机床在制造工业,特别是在汽车、航空航天、以及军事工业中被广泛地应用,数控技术无论在硬件和软件方面,都有飞速发展。
一、操作方法:
回原点:调整模式后按Z轴的Z+图标先回Z再回X?Y?预防撞刀。
快速移动:速度由倍率开关控制、?未回原点前倍率开关无效。
手动进给模式:按各轴的方向键可使轴做慢性方向运动?速度由进给倍率开关控制
手轮模式:使用手轮、手动换刀、手动启动主轴或停止主轴旋转。
手动数据输入模式:手动输入程序数据,按程序启动键执行。
自动运行模式。
连电脑传输模式:大的程序用它边传输边加工。
程序编辑模式:在该模式下编辑修改程序。
当开关转到OFF时程序编辑和刀具补偿值被锁定无法修改。
急停按下后要重新回原点。
二、
参考资料:
://wenku.baidu/view/1233ede8172ded630b1cb6fd.html
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。